
Best' 21 W 5 V Складная солнечная панель портативное солнечное зарядное устройство
5 639,92 руб.



Новое поступление
Характеристики
*Текущая стоимость 746,46 уже могла изменится. Что бы узнать актуальную цену и проверить наличие товара, нажмите "Добавить в корзину"
| Месяц | Минимальная цена | Макс. стоимость | Цена |
|---|---|---|---|
| Mar-21-2026 | 888.35 руб. | 932.61 руб. | 910 руб. |
| Feb-21-2026 | 880.23 руб. | 924.94 руб. | 902 руб. |
| Jan-21-2026 | 739.38 руб. | 776.37 руб. | 757.5 руб. |
| Dec-21-2025 | 865.92 руб. | 908.87 руб. | 886.5 руб. |
| Nov-21-2025 | 753.58 руб. | 791.2 руб. | 772 руб. |
| Oct-21-2025 | 850.95 руб. | 893.0 руб. | 871.5 руб. |
| Sep-21-2025 | 843.86 руб. | 885.10 руб. | 864 руб. |
| Aug-21-2025 | 836.22 руб. | 878.97 руб. | 857 руб. |
| Jul-21-2025 | 828.54 руб. | 869.93 руб. | 848.5 руб. |
Описание товара




Сопутствующие товары
Ввести продукта
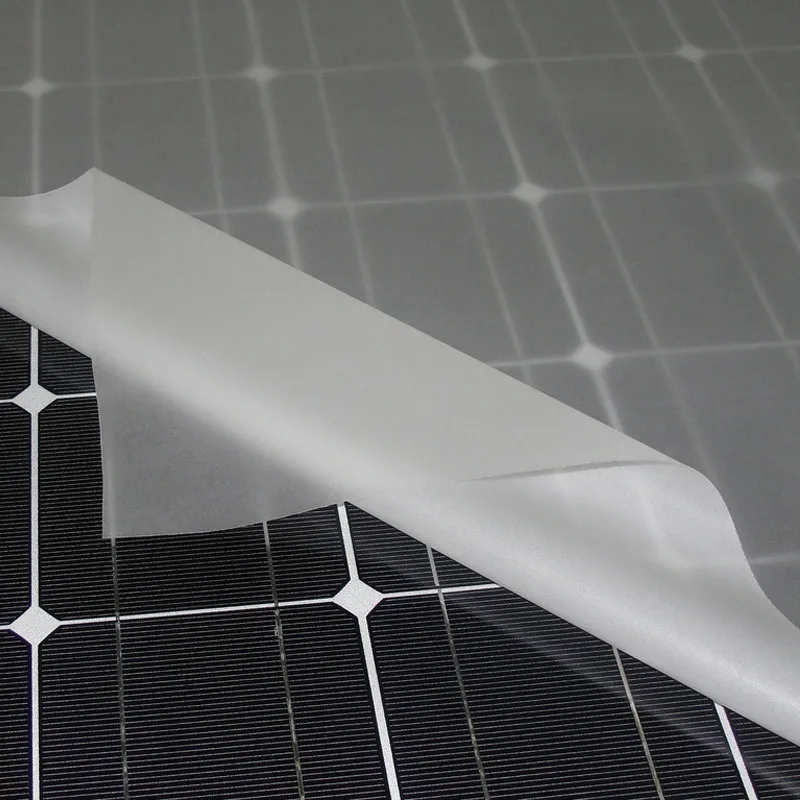
Эва пленка для солнечных элементов, кристаллических кремниевых элементов, тонкопленочных фотоэлектрических элементов и других компонентов в упаковочном материале. Содержание 30% -33% EVA смолы в качестве основного сырья, сделанные через специальный процесс, с сильное склеивания, высокий светильник передачи, анти-старение характеристики. Особенности 1) Отличная прочность, например, устойчивость к атмосферным воздействиям, высокая температура и высокая влажность, устойчивость к ультрафиолетовому излучению светильник. 2) Отличный светильник, коэффициент пропускания и прозрачность. 3) инактивация и безвредный в солнечных батареях во время обработки. 4) имеет высокую скорость перекрестного соединения после ламинирования. 5) хорошая Инкапсуляция. Техническое описание| Предмет | Блок | Тесты метод | Быстрое лечение | |
| Клей strenhth стекло | Н/см | ASTM D903 | ≥ 70 | |
| Клей strenhth BBF | Н/см | ASTM D904 | ≥ 70 | |
| Коэффициент усадки на стекле | Продольном направлении | % | ASTM D1204-05 | ≤ 3,0 |
| Пересечения направления | % | ≤ 2,0 | ||
| Коэффициент усадки на задней панели | Продольном направлении | % | ≤ 3,0 | |
| Пересечения направления | % | ≤ 2,0 | ||
| Светильник с высоким коэффициентом пропускания | % | ASTM D1003 | ≥ 91 | |
| Содержание геля (150,30 мин) | % | ASTM D2765 | 75 ~ 95 | |
| VA Содержание | % | TGA | 28 ~ 33 | |
| MFR | G/10 мин | ASTM D1238 | 30,5 | |
| Температура плавления | ℃ | ASTM D3417 | 60 | |
| Хорошо впитывают воду, соотношение | % | ASTM D570 | ﹤ 0,1 | |
| Уровень защиты | По Шору | ASTM D2240 | 70 | |
| Преломления коэффициент | / | ASTM D542 | 1,492 | |
| Удельная теплоемкость | J/℃,g | ASTM C351 | 2,32 | |
| Плотность | G/cm3 | ASTM D1506 | 0,95 | |
| УФ отрезать Длина волны лазера | Метрический номер | / | 360 | |
| Удельное сопротивление | Ωcm | ASTM D257 | 3,0x1013 | |
| Пробоя Напряжение | КВ/мм | ASTM D149 | 22,2 | |
| Предел прочности при растяжении | МПа | ASTM D882 | 16,8 | |
| Удлинение соотношение | % | 958,98 | ||
| Модуль упругости при растяжения | МПа | 10,49 | ||
| УФ-старения (UV,1000h) | Желтовато-индекс | YI | ASTM G154 | ≤ 3,0 |
| Коэффициент пропускания изменения | % | ≤ 1,0 | ||
| Влажное тепло (85% RH,85oC 1000h) | Желтовато-индекс | YI | IEC68 | ≤ 3,0 |
| Коэффициент пропускания изменения | % | ≤ 1,0 | ||
Процесс ламинирования



Смотрите так же другие товары:









